17717786883


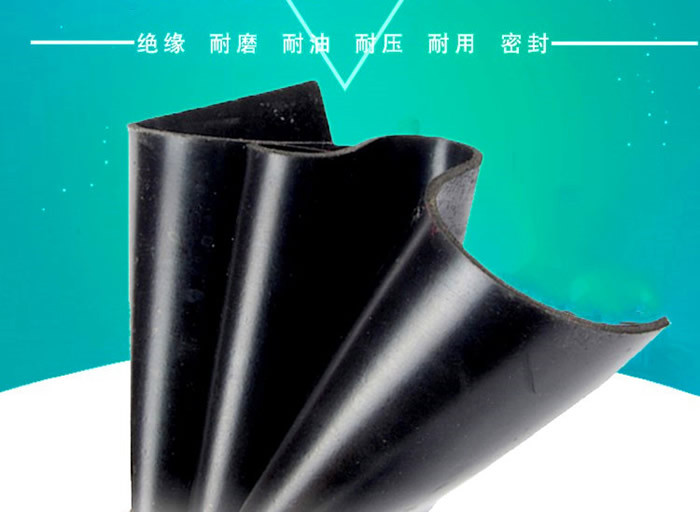
與橡膠板對比,丁苯橡膠(jiāo)塑膠粒片關鍵減(jiǎn)少,表層不光滑,薄厚無法(fǎ)操縱(zòng)。假如絕緣橡膠墊廠家能夠恰當調節(jiē)秘方,挑選適合的增粘劑,挑選粗填充料(liào)和柔和(hé)的碳黑,隨後(hòu)挑選適合的溫度和壓層速率(lǜ),則還能夠生(shēng)產製(zhì)造出高品質的薄(báo)膜。
比如,通用性(xìng)氯丁膠能夠在其塑性變形情況溫度(高過90C)下開展壓製,以(yǐ)得到品質優質的薄膜。壓製是一(yī)種技術性全過程,在其中塑膠材料根(gēn)據輥子,輥子上的注塑板上(shàng)刻著一定(dìng)的圖象,以使薄膜具備一定的(de)截麵樣子。在橡膠板的生產製(zhì)造中(zhōng),仿(fǎng)型技術性關鍵用以生產製造半廢料,比如牛筋(jīn)鞋底和車胎印痕。
品質規定主要是清楚的標(biāo)識,的規(guī)範標(biāo)尺和沒有氣泡。因而,規定(dìng)塑膠材料的黃奶油小且剛度好。一般將填(tián)充料,再(zài)生橡(xiàng)膠和物理學增粘劑加上到硫化橡膠秘方中,以提升硫化橡(xiàng)膠的彎曲剛度並(bìng)避免 印痕坍塌。另外,要嚴控(kòng)熔融和混和的技術性標準,加熱溫(wēn)度和混和(hé)硫化橡膠的占比。
絕緣橡(xiàng)膠墊(diàn)廠家在橡膠板壓製(zhì)後,薄膜一般選用迅速製冷,以(yǐ)使標識馬上固定不動,以避免 坍塌(tā)和形變。兩輥,三輥和(hé)四輥壓延機可用以壓模。薄膜根據的(de)一(yī)個輥是壓紋輥。熱軋帶鋼壓延機的輥筒應小,要求方案應簡易,拆換輥筒的實際操作便捷,能夠達到更改產品型號的規定。

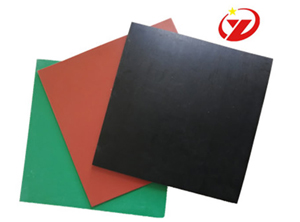
河北91网址電力設備科技有限公司專業生產電力安全工具、絕緣膠墊、擋鼠板、絕緣膠板、標識(shí)牌、令克棒、接地線、驗電器、絕緣圍欄、絕緣梯、絕緣腳手架等係列產品.
備案(àn)號:冀ICP備18004709號(hào)-1
冀公網安備13010502002350 | 網站地圖 XML地圖

 English
English